PLC的軟件編程語言與一般計算機語言相比,具有明顯的特點,它既不同于高級語言,也不同于一般的匯編語言,且要滿足易于編寫和調試的要求。
早期的PLC僅支持梯形圖編程語言和指令表編程語言,現根據國際電工委員會制定了五種能支持PLC編程的語言,分別是:梯形圖Delete(LD)、指令表Delete(IL)、功能模塊圖Delete(FBD)、順序功能流程圖Delete(SFC)、結構化文本Delete(ST)等等,今天給大家分享一些PLC的控制線路和梯形圖,這算是比較基礎實用的部分,一起來看看吧!
01
起動、自鎖和停止控制的PLC線路與梯形圖
起動、自鎖和停止控制能使用驅動指令(OUT),也能夠使用置位指令(SET、RST)來實現。
1、采用線圈驅動指令實現起動、自鎖和停止控制


線路與梯形圖說明:
點擊起動按鈕SB1時,PLC內部梯形圖程序中的起動觸點X000閉合,輸出線圈Y000得電,輸出端子Y0內部硬觸點閉合,Y0端子與COM端子之間內部接通,接觸器線圈KM得電,主電路中的KM主觸點閉合,電動機得電起動。
點擊停止按鈕SB2時,PLC內部梯形圖程序中的停止觸點X001斷開,輸出線圈Y000失電, Y0、COM端子之間的內部硬觸點斷開,接觸器線圈KM失電,主電路中的KM主觸點斷開,電動機失電停轉。
2、采用置位復位指令實現起動、自鎖和停止控制

其PLC接線圖與上面類似。
線路與梯形圖說明:
點擊起動按鈕SB1時,梯形圖中的起動觸點X000閉合,[SET Y000]指令執行,指令執行結果將輸出繼電器線圈Y000置1,相當于線圈Y000得電,使Y0、COM端子之間的內部硬觸點接通,接觸器線圈KM得電,主電路中的KM主觸點閉合,電動機得電起動。
點擊停止按鈕SB2時,梯形圖程序中的停止觸點X001閉合,[RST Y000]指令被執行,指令執行結果將輸出線圈Y000復位,相當于線圈Y000失電,Y0、COM端子之間的內部硬觸點斷開,接觸器線圈KM失電,主電路中的KM主觸點斷開,電動機失電停轉。
02
正、反轉聯鎖控制的PLC線路與梯形圖


線路與梯形圖說明如下:
1)正轉聯鎖控制
點擊正轉按鈕SB1→梯形圖程序中的正轉觸點X000閉合→線圈Y000得電→Y000自鎖觸點閉合,Y000聯鎖觸點斷開,Y0端子與COM端子間的內部硬觸點閉合→Y000自鎖觸點閉合,使線圈Y000在X000觸點斷開后仍可得電;Y000聯鎖觸點斷開,使線圈Y001即使在X001觸點閉合(誤操作SB2引起)時也無法得電,實現聯鎖控制;Y0端子與COM端子間的內部硬觸點閉合,接觸器KM1線圈得電,主電路中的KM1主觸點閉合,電動機得電正轉。
2)反轉聯鎖控制
點擊反轉按鈕SB2→梯形圖程序中的反轉觸點X001閉合→線圈Y001得電→Y001自鎖觸點閉合,Y001聯鎖觸點斷開,Y1端子與COM端子間的內部硬觸點閉合→Y001自鎖觸點閉合,使線圈Y001在X001觸點斷開后繼續得電;Y001聯鎖觸點斷開,使線圈Y000即使在X000觸點閉合(誤操作SB1引起)時也無法得電,實現聯鎖控制;Y1端子與COM端子間的內部硬觸點閉合,接觸器KM2線圈得電,主電路中的KM2主觸點閉合,電動機得電反轉。
3)停轉控制
點擊停止按鈕SB3→梯形圖程序中的兩個停止觸點X002均斷開→線圈Y000、Y001均失電→接觸器KM1、KM2線圈均失電→主電路中的KM1、KM2主觸點均斷開,電動機失電停轉。
03
多地控制的PLC線路與梯形圖

(1)單人多地控制

甲地起動控制。在甲地點擊起動按鈕SB1時→X000常開觸點閉合→線圈Y000得電→Y000常開自鎖觸點閉合,Y0端子內部硬觸點閉合→Y000常開自鎖觸點閉合鎖定Y000線圈供電,Y0端子內部硬觸點閉合使接觸器線圈KM得電→主電路中的KM主觸點閉合,電動機得電運轉。
甲地停止控制。在甲地點擊停止按鈕SB2時→X001常閉觸點斷開→線圈Y000失電→Y000常開自鎖觸點斷開,Y0端子內部硬觸點斷開→接觸器線圈KM失電→主電路中的KM主觸點斷開,電動機失電停轉。
(2)多人多地控制

起動控制。在甲、乙、丙三個地點一起點擊按鈕SB1、SB3、SB5→線圈Y000得電→Y000常開自鎖觸點閉合,Y0端子的內部硬觸點閉合→Y000線圈供電鎖定,接觸器線圈KM得電→主電路中的KM主觸點閉合,電動機得電運轉。
停止控制。在甲、乙、丙三個地點一起點擊SB2、SB4、SB6中的某個停止按鈕時→線圈Y000失電→Y000常開自鎖觸點斷開,Y0端子內部硬觸點斷開→Y000常開自鎖觸點斷開使Y000線圈供電切斷,Y0端子的內部硬觸點斷開使接觸器線圈KM失電→主電路中的KM主觸點斷開,電動機失電停轉。
04
定時控制的PLC線路與梯形圖
1、延時起動定時運行控制的PLC線路與梯形圖


它能實現:按下起動按鈕3秒鐘后,電動機起動工作,工作5秒鐘后自行叫停。
PLC線路與梯形圖說明如下:

2、多定時器組合控制的PLC線路與梯形圖


它可以實現:點擊起動按鈕后電動機B馬上運行,30秒鐘后電動機A開始工作,70秒后電動機B停轉,100秒后電動機A停轉。
PLC線路與梯形圖說明如下:

05
定時器與計數器組合延長定時控制的PLC線路與梯形圖
三菱FX系列PLC的最長定時時間為3276.7s(約54min),使用定時器和計數器能夠拉長定時時間。


PLC線路與梯形圖說明如下:

圖中的定時器T0定時單位為0.1s(100ms),它與計數器C0搭配用之后,它的定時時間T=30000×0.1秒×30000=90000000秒=25000小時。如果需要重新定時,可以把開關QS2斷開,讓[2]X000常閉觸點閉合,然后“RST C0”指令執行,之后計數器C0進行復位,然后再閉合QS2,就會重新開始250000小時定時。
06
多重輸出控制的PLC線路與梯形圖


PLC線路與梯形圖說明如下:
(1)起動控制

(2)停止控制

07
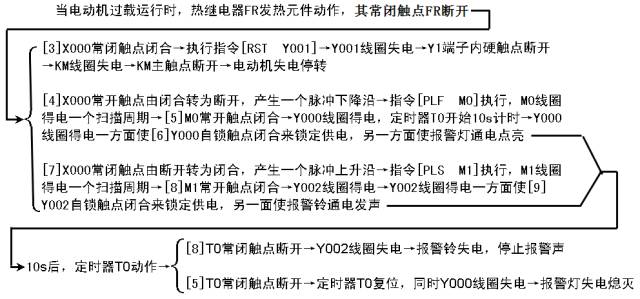
過載報警控制的PLC線路與梯形圖


PLC線路與梯形圖說明:
(1)起動控制
點擊起動按鈕SB1→[1]X001常開觸點閉合→[SET Y001]指令執行→Y001線圈被置位,即Y001線圈得電→Y1端子內部硬觸點閉合→接觸器KM線圈得電→KM主觸點閉合→電動機得電運轉。
(2)停止控制
點擊停止按鈕SB2→[2]X002常開觸點閉合→[RST Y001]指令執行→Y001線圈被復位,即Y001線圈失電→Y1端子內部硬觸點斷開→接觸器KM線圈失電→KM主觸點斷開→電動機失電停轉。
(3)過載保護及報警控制

08 閃爍控制的PLC線路與梯形圖

線路與梯形圖說明:
把開關QS閉合→X000常開觸點閉合→定時器T0開始3s計時→3s后,定時器T0動作,T0常開觸點閉合→定時器T1開始3s計時,與此同時Y000得電,Y0端子內部硬觸點閉合,燈HL點亮→3s后,定時器T1動作,T1常閉觸點斷開→定時器T0復位,T0常開觸點斷開→Y000線圈失電,同時定時器T1復位→Y000線圈失電使燈HL熄滅;定時器T1復位使T1閉合,因為開關QS依舊是閉合狀態,所以X000常開觸點也是閉合,定時器T0又開始重新3s計時。
之后重復上述過程,燈HL保持3s亮、3s滅的頻率閃爍發光。
09
相關練習——噴泉的PLC控制

系統要求用兩個按鈕來控制A、B、C三組噴頭工作(通過控制三組噴頭的電動機來實現),三組噴頭排列如圖4-32所示。系統控制要求具體如下:
當按下起動按鈕后,A組噴頭先噴5s后停止,然后B、C組噴頭同時噴,5s后,B組噴頭停止、C組噴頭繼續噴5s再停止,而后A、B組噴頭噴7s,C組噴頭在這7s的前2s內停止,后5s內噴水,接著A、B、C三組噴頭同時停止3s,以后重復前述過程。按下停止按鈕后,三組噴頭同時停止噴水。
上一篇:CClinkIE轉DEVICENET網關的應用主要體現在工業自動化領域
下一篇:西門子S7-1200 Modbus RTU通信技術
推薦閱讀最新更新時間:2025-04-10 13:45

 西門子smart7-200電源板圖紙
西門子smart7-200電源板圖紙 電動汽車動力總成系統圖解
電動汽車動力總成系統圖解
- 用于便攜式的 1.5V DC 到 DC 單路輸出電源
- STEVAL-IPT007V1,基于 ST8034HC 的智能卡接口評估板
- 基于BlueNRG-MS網絡處理器的藍牙低功耗板
- EVAL-AD5592R-PMDZ,用于 AD5592R 8 通道、12 位、可配置 ADC/DAC/GPIO 的評估套件,具有片上參考、SPI 接口 PMOD 模塊
- 使用 ROHM Semiconductor 的 BD9A600MUV 的參考設計
- 【RA】瑞薩Mini開發板冰墩墩小夜燈-402304A
- 使用 Integrated Silicon Solution Inc 的 IS31AP2031 的參考設計
- NCP702SN18T1GEVB:1.8 V LDO 線性穩壓器評估板
- AKD4584,AK4584 24 位音頻編解碼器評估板
- 三路電源













 京公網安備 11010802033920號
京公網安備 11010802033920號