電池包作為新能源汽車開發中十分重要的部件日益受到重視,趨同的技術和生產水平與日益飽和的市場使人們更加關注電池包的壽命。本文針對鋼制電池包下殼體和鋁制電池包下殼體比較成熟的幾種連接方式,包括電阻點焊、冷金屬過渡(Cold Metal Transfer,CMT)焊、攪拌摩擦焊(FrictionStir Welding,FSW)和激光焊等進行介紹并對比分析,對電池包下殼體常見的焊接裝配順序進行介紹。
一、鋼制下殼體焊接工藝1. CO2氣體保護焊
CO2氣體保護焊具有操作靈活、簡單、成本低、對油污和銹跡的敏感性差等特點,被國內各汽車公司廣泛應用,也有一些主機廠用其進行電池包下殼體側邊框之間的連接,以及底板與側邊框的連接,某車型電池包下殼體CO2氣體保護焊,如圖所示。 雖然CO2氣體保護焊在技術和設備方面已日趨完善,但焊縫成形粗糙、飛濺較大,嚴重影響焊接質量,進而影響電池包裝配精度,易產生焊渣,污染環境且焊接后需要打磨,工序繁瑣,增加生產節拍。所以CO2氣體保護焊并不是焊接下殼體側邊框、底板與側邊框最好的連接方式。
2. 電阻點焊
電阻點焊是白車身最主要的連接方式,由于具有成本低、連接強度高、操作性好等優點,應用最為廣泛。目前,國內外新能源汽車主機廠大多采用電阻點焊實現電池包鋼板下殼體的連接。 但是,由于電阻點焊需要一定的焊接空間及進出通道才能實現焊鉗可達,對產品結構有較高的要求,而且電池包對于氣密性要求十分嚴格,使用電阻點焊時需要加膠進行焊接,增加生產成本和生產節拍。 特斯拉多款車型電池包下殼體采用電阻點焊 電阻點焊和加膠處理如圖所示。
二、鋁合金下殼體焊接工藝
1. 冷金屬過渡焊技術
CMT技術是在短路過渡基礎上開發的新技術,大幅降低了焊接過程的熱輸入量,沒有汽化爆斷過程,對焊縫無壓力沖擊,不易出現焊接燒穿現象,消除了飛濺產生的因素,可精確控制輸入量,具有高重復焊接精度,焊接速度高,間隙容忍性好。比亞迪多款車型采用CMT技術實現電池包下殼體的連接,提高了工作效率。鋁合金下殼體中CMT焊縫,如圖所示。
2. 攪拌摩擦焊 FSW是由英國劍橋焊接研究所(The Welding Institute,TWI)于1991年發明的一種固相連接方法,由于其在汽車及航空工業中較為重要的地位,FSW現已經成為一項很重要的焊接技術。 FSW是利用特殊形狀的攪拌頭,旋轉著插入被焊零件,沿待焊界面向前移動,通過對材料的攪拌、摩擦,使待焊材料加熱至熱塑性狀態,在攪拌頭高速旋轉的帶動下,處于塑性狀態的材料環繞攪拌頭由前向后轉移,同時結合攪拌頭對焊縫金屬的擠壓,在熱-機聯合作用下,材料擴散連接形成致密的金屬間固相連接。
由于FSW焊接接頭無裂紋、夾渣、氣孔等缺陷,焊接變形小、焊接強度高、焊縫密封性好等特點,被廣泛用在電池包下殼體焊接中。如圖所示為鋁合金下殼體FSW焊縫。 3. 激光焊接 隨著激光技術的成熟、設備成本的下降和生產效率的提高,激光焊接在車身制造中被廣泛應用,主要被用于汽車車門、前后蓋、頂蓋和側圍外板、流水槽和側圍外板等零部件的連接。 德國大眾采用激光焊接實現尾燈安裝板與側圍外板的連接,焊后鈑金變形小、焊縫美觀、質量穩定,很好地保證了尾燈安裝板與燈具的安裝精度,且大幅提高了工作效率。如圖所示為激光焊在背門焊接中的應用。 下圖為激光焊在電池殼體焊接中的應用 車身設計中,輕量化、降成本和性能提升是最重要的目標,然而激光焊接不僅設備成本高,而且對于待焊白車身鈑金件之間的裝配精度具有較高要求,因此,在電池包下殼體側邊框之間的連接,以及底板與側邊框的連接中并沒有得到特別廣泛的應用。
4. 焊接工藝對比 對以上各種連接方式從焊接效率、連接成本、對焊接結構的要求、焊縫美觀性以及一次性投入成本等方面進行對比,結果如表所示。實際生產過程中對連接方式的選擇應綜合考慮多種因素。

三、鋁合金下殼體焊接流程
1. 下殼體主要結構形式 主流鋁合金下殼體由底板和邊框組成,底板由2~4塊鋁合金型材采用攪拌摩擦焊拼接而成,邊框分為左側橫梁、右側橫梁、前端橫梁和后端橫梁等,所有橫梁均為鋁合金型材,各橫梁之間采用熔化極惰性氣體保護(Metal Inert-Gas,MIG)焊、非熔化極惰性氣體鎢極保護(Tungsten Inert Gas,TIG)焊以及CMT等方法焊接為邊框。
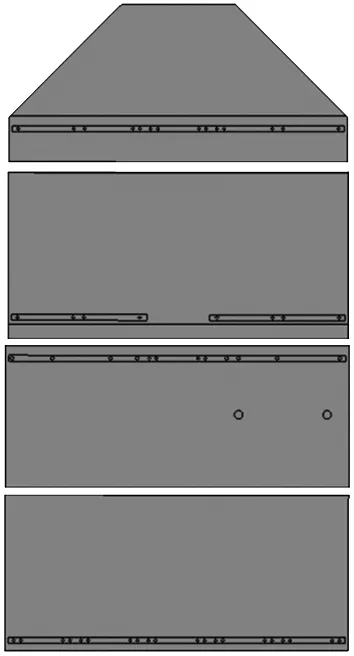
下殼體底板
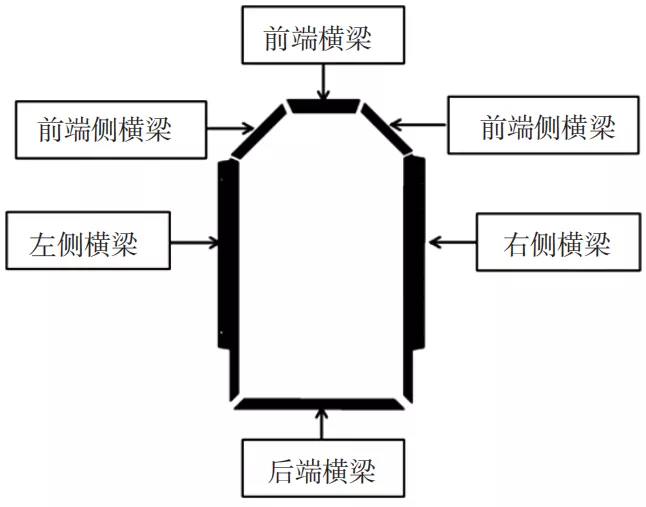
下殼體邊框
2. 下殼體焊接工藝流程
鋁合金下殼體常見焊接工藝流程分為兩種。一種工藝流程通常首先采用FSW拼接底板,同時各橫梁采用MIG焊、TIG焊以及CMT等方法焊接為整體邊框,最后底板和邊框采用FSW進行雙面焊接。焊接工序如圖所示。
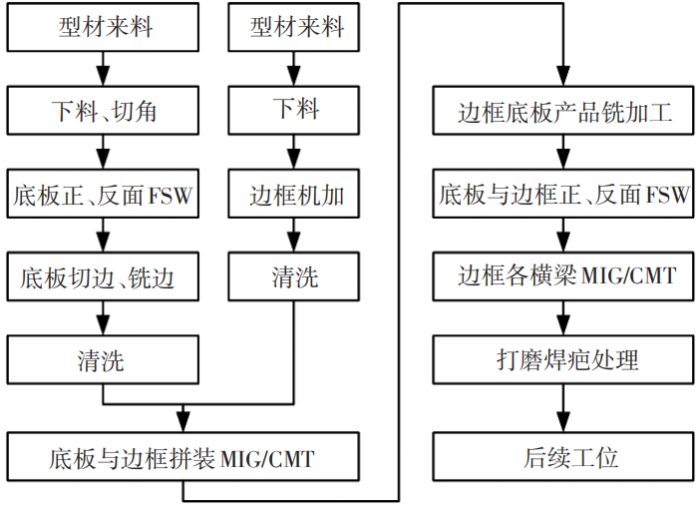
由于此種焊接裝配方式中,底板拼焊工序和橫梁焊接為整體邊框工序可以同時在兩個工位分別進行,大幅節約生產節拍、提高生產效率,因此在電池包下殼體生產中得到廣泛應用。 另一種工藝流程首先采用FSW正、反兩面將底板拼焊,然后將各橫梁采用FSW進行雙面焊接分別焊接在底板上,最后采用 MIG 焊、TIG焊或者CMT等方法進行各個橫梁之間的焊接。焊接工序如圖所示。
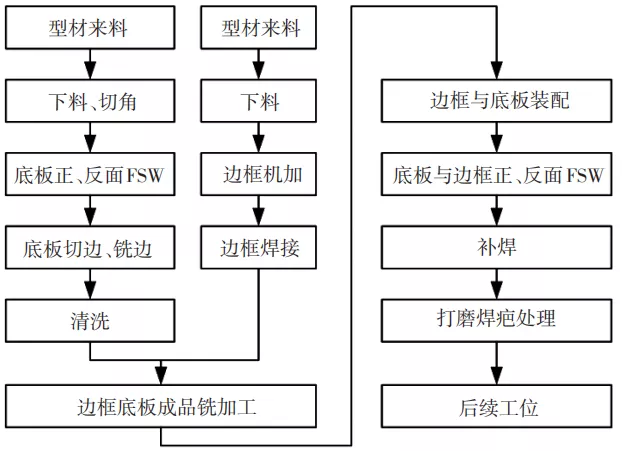
此種焊接裝配形式可以減少邊框的焊接變形,保證邊框各橫梁上安裝孔的裝配精度,因此,對于安裝孔精度要求高的電池包,需要采用此方式進行電池包下殼體的焊接。
上一篇:深度解析車載攝像頭核心技術
下一篇:車規芯片都用在車的什么部位呢
推薦閱讀最新更新時間:2025-04-24 19:10

 新能源汽車驅動電機及控制器解析(103頁)
新能源汽車驅動電機及控制器解析(103頁) 操作系統真相還原
操作系統真相還原
- FM收音機-全三極管搭建
- LT1764ET-1.5 并聯 LDO 穩壓器以實現更高輸出電流的典型應用
- LTM4677EY 的典型應用電路 1 操作產品與 3x LTM4630A 并聯,具有 1Vout,高達 144A 電源系統管理功能可通過 LTM4677 通過 2 線 I2C/SMBus/PMBus 串行接口訪問
- GS1084、5A 低壓差正可調穩壓器的典型應用
- 楊若飛 1810300431 課程設計2
- 2.5V 輸出 ADR391A 微功耗、低噪聲精密電壓基準的典型應用
- LT1579CS 的典型應用電路附加邏輯迫使 LT1579 進入關斷狀態以保護輸入電池
- 適用于工業驅動應用的Sigma-delta電流傳感解決方案
- STHV749超聲脈沖發生器IC評估板
- STC單片機485 232接口,USB編程






- 高通攜手中國“汽車朋友圈”亮相2025上海車展: 加速駕駛輔助普惠,推動艙駕創新升級
- 工業市場正在快速回暖,德州儀器如何重塑電力電子市場?
- 特斯拉:美國交付的Model Y/3電池包已實現100%美國生產
- 地平線與博世深化合作,攜手為多家車企提供輔助駕駛產品
- 強化中國市場戰略布局,德州儀器正靈活應對全球關稅挑戰
- Molex莫仕通過本地合作和創新加強支持中國汽車行業
- 貿澤開售Texas Instruments適用于高分辨率AR HUD的 全新DLP4620S-Q1 0.46"汽車數字微鏡器件
- ROHM推出高功率密度的新型SiC模塊,將實現車載充電器小型化!
- 用上車規級UFS 4.0,讓出行變得高效且可靠
- 車載測試技術解析:聚焦高帶寬、多通道同步采集與協議分析







 京公網安備 11010802033920號
京公網安備 11010802033920號